搜产品
搜企业
客服电话:13631151688

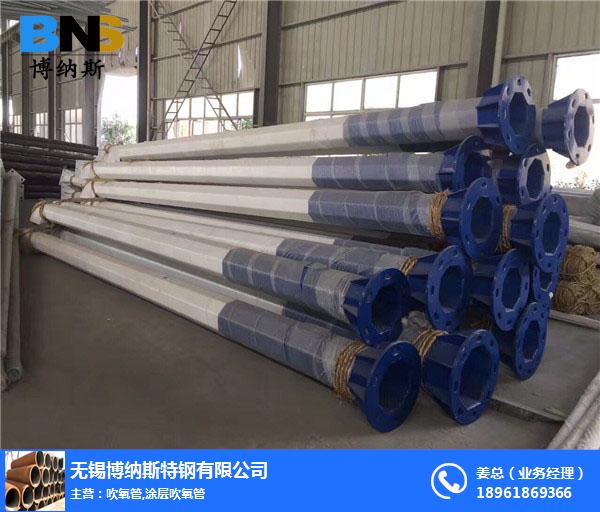
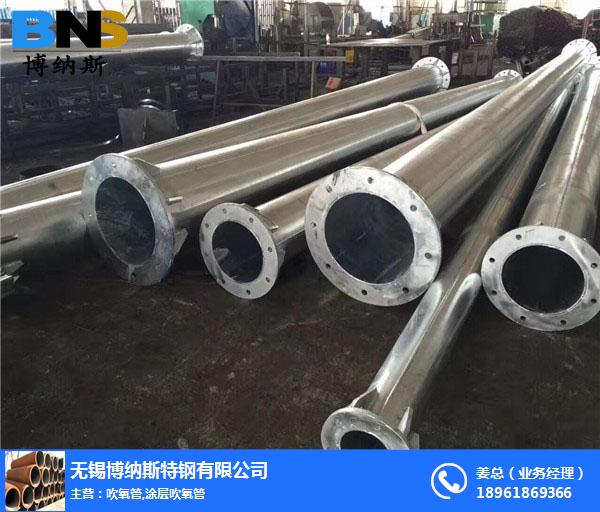
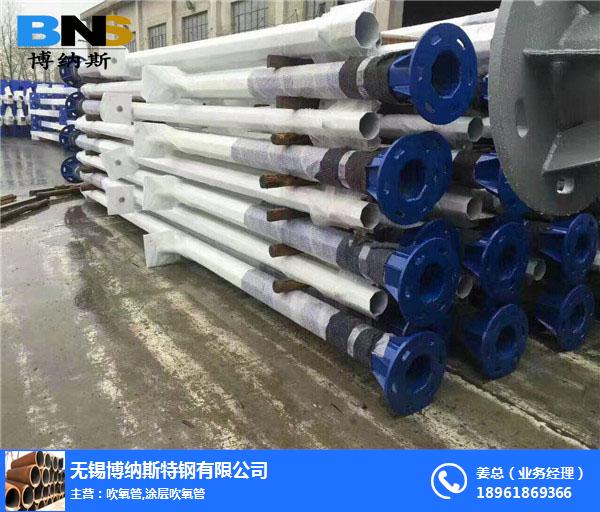
生产厂家,厦门焊管,焊管厂家直销 相关信息由 无锡博纳斯特钢有限公司提供。如需了解更详细的 生产厂家,厦门焊管,焊管厂家直销 的信息,请点击 https://www.qiyeku.cn/b2b/bona789.html 查看 无锡博纳斯特钢有限公司 的详细联系方式。