【拨打图中水印电话,享9折优惠】
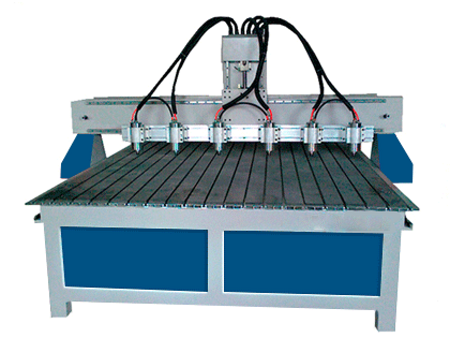
天翱数控精细等离子(类激光)切割机:是利用高温等离子电弧的热量使工件切口处的金属部分或局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。拨打图中水印电话,享9折优惠】
适用范围:有色金属(不锈钢、碳钢、铝、铜、钛、镍)切割效果更佳;其主要优点在于切割厚度不大的金属的时候,等离子切割速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割法的5~6倍、切割面光洁、热变形小、几乎没有热影响区。
适用行业:适用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、农业机械,钣金制造,钢结构等各行各业!
【拨打图中水印电话,享9折优惠】
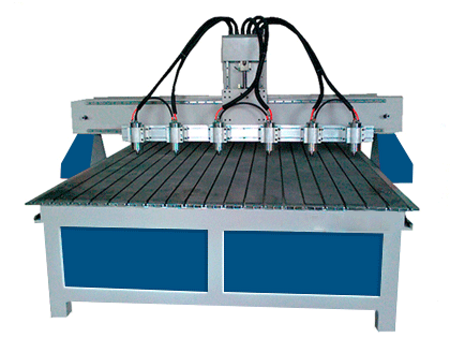
数控等离子切割机机器结构
1.天翱数控精细等离子(类激光)数控切割机机架采用型材焊接结构,龙门式齿条传动,坚固合理,操作简单,持久耐用。
2.切割速度快,精度高。切割口小,整齐,无掉渣现象。在传统的数控系统的基础上,改进了切割用的控制方式,避免了二次修整加工。
4.数控系统配置高。自动引弧,性能稳定,引弧成功率达到99﹪以上。
5.支持文泰、北航海尔、ARTCAM、Type3等软件生成的标准G代码路径文件。控制系统采用U盘交换加工文件,操作方便快捷
技术参数:
X、Y轴行程:1500×4000mm (可定制)
Z轴行程:150mm
平台尺寸:2000*5000mm
运行速度:40m/min
雕刻速度12m/min
分辨率:0.01mm
重复定位精度:0.05mm
进料高度:150mm
工作电压:AC380V/50Hz
工作方式:步进Stepper/伺服
性能参数
加工材料:
铁板、铝板、镀锌板、白钢板、钛金板
加工厚度:
0.2-15mm
切割速度:
0-12000mm/min
功率:
8.5KW
输入电压:
3相380V
电源频率:
50HZ
等离子电流:
160A
文件传输方式:
USB接口
工作方式:
非接触式引弧
故障原因编辑
序号
故障现象
故障原因
排除方法
1
合上电源开关
电源指示灯不亮
1.供电电源开关中熔断器断
更换
2.电源箱后熔断器断
检查更换
3.控制变压器坏
更换
4.电源开关坏
更换
5.指示灯坏
更换
2
不能预调切割气体压力
1.气源未接上或气源无气
接通气源
2.电源开关不在“通”位置
扳动之
3.减压阀坏
修复或更换
4.电磁阀接线不良
检查接线
5.电磁阀坏
更换
3
工作时按下割炬按钮无气流
1.管路泄露
修复泄露部分
2.电磁阀坏
更换
4
导电嘴接触工件后按动割炬按钮工作指示灯亮但未引弧切割
1.KT1坏
更换
2.高频变压器坏
检查或更换
3.火花棒表面氧化或间隙距离不当
打磨或调整之
4.高频电容器C7短路
更换
5.气压太高
调低
6.导电嘴损耗过短
更换
7.整流桥整流元件开路或短路
检查更换之
8.割炬电缆接触不良或断路
修理或更换
9.工件地线未接至工件
接至工件
10.工件表面有厚漆层或厚污垢
qc使之导电
5
导电嘴接触工件按下割炬按钮切割指示灯不亮
1.热控开关动作
待冷却或再工作
2.割炬按钮开关坏
更换
6
高频启动后控制熔断熔丝断
1.高频变压器损坏
检查更换
2.控制变压器损坏
检查更换
3.接触器线圈短路
更换
7
总电源开关熔丝断
1.整流元件短路
检查并更换
2.主变压器故障
检查更换
3.接触器线圈短路
检查更换
8
有高频发生但不起弧
1.整流元件坏(机内有异常声响)
检查更换
2.主变压器坏
检查更换
3.C1—C7坏
检查更换
9
长期工作中断弧不起
1.主变压器温度太高,热控开关动作
待冷却后再工作注意降温风扇是否工作及风向
2.线路故障
检查修复